MOON-TECH is dedicated to advancing the industrial refrigeration sector through continuous innovation and sustainable practices. Its comprehensive solutions serve a wide range of chemical processes, including oil refining, coal-based chemical production, natural chemical processing, biochemical manufacturing, fertilizer production, pharmaceuticals, pesticides, chlor-alkali operations, rubber processing, and industrial gas liquefaction. By combining reliable refrigeration equipment with integrated system design, we ensure precise temperature control and operational efficiency. The solutions we offer are tailored to address the unique challenges of each application, supporting the long-term growth and sustainability of industries worldwide.

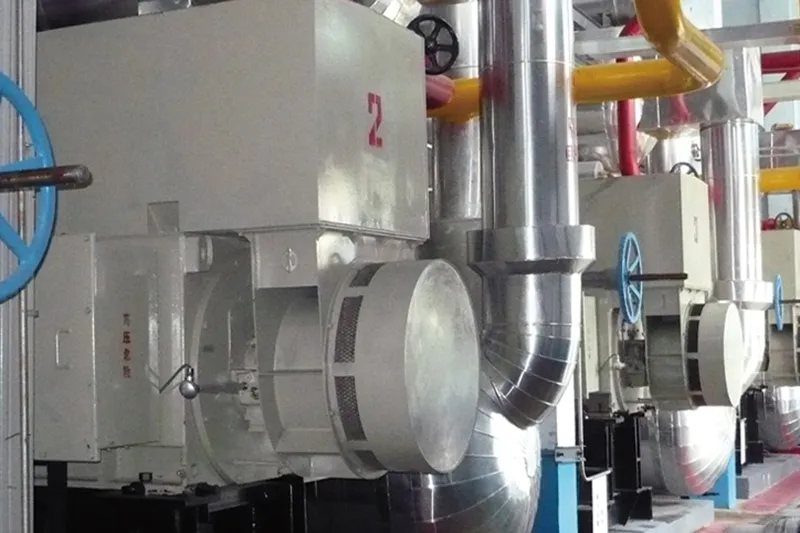
MOON-TECH offers a range of gas compression solutions tailored to the needs of the chemical and energy sectors. These systems support the recovery of by-product gases, including vinyl chloride, ammonia, nitrogen, and carbon dioxide, as well as the compression, liquefaction, and transportation of energy gases such as natural gas, coalbed methane, associated petroleum gas, and biogas. What sets our solutions apart is their adaptability. Compressors can be customized to meet specific requirements, ensuring optimal performance for each application. Whether used for industrial gas recovery or energy transportation, these systems are designed to operate safely and efficiently, contributing to reliable processes across industries.

For over three decades, MOON-TECH has focused on developing heat exchange solutions tailored to the needs of various industries. These solutions are widely used in sectors such as construction and engineering machinery, air compressors, refrigeration and air conditioning systems, wind and solar energy, metallurgy, pharmaceuticals, natural gas collection, petrochemicals, waste heat recovery, and large-scale heating systems. Each heat exchange system is designed to meet specific operational demands, ensuring efficiency and reliability across applications.